一、制造类型
依据客户需求前置周期与交付周期相比,可以确定不同的交期承诺模式:MTS、ATO、MTO、ETO。
MTS,备库式生产,工厂预先备库式生产好成品,客户可以立等可取。
ATO,订单式总装,零部件的生产周期/采购周期很长但是零部件标准化程度比较高,即标准的零部件组装为定制化的成品。如Dell的电脑、春风动力的摩托车等。
MTO,订单式生产,零部件与订单一一对应而标准化程度角度,必须客户下达订单后,零部件的采购、制造才可以执行。
MTO最常见的模式是OEM企业,即国外客户下达订单,国内OEM工厂开始生产。一般的订单周期是25天、30天、35天、45天、60天等几个订单周期。为国内主机(汽车、设备制造等)配套的零部件生产企业,也属于这个业务类型。
ETO,订单式设计制造。客户下达订单后,才开始产品的设计,产品设计完毕后,才开始计划编制、物料采购和零部件生产,是订单周期非常长的一种模式,一般的下单到交付是时间以月计算,最少在3个月以上。
ETO模式,其中的采购前置期、生产制造周期也很长,占订单周期的比例超过50%,属于典型的项目型制造。
二、ETO(项目型)模式的特点
1、制造周期占订单周期的比例高
MTS、ATO、MTO模式中的纯加工时间(TT)比例较高,一般超过订单交期周期的50%以上。
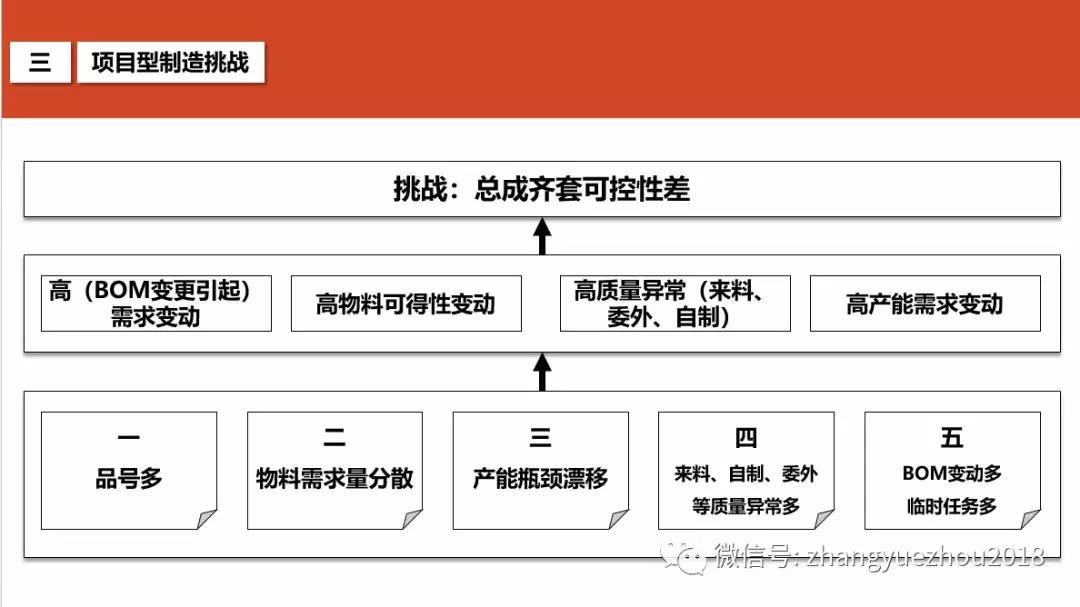
2、多项目任务环境
一般情况下,企业会有多个任务在运作,而且一般处于“任务相互依存、资源相互制约”的状态。
3、多品种、小批量、变更多
ETO场景是单设备(单件)定制,而且其零部件的需求量不确定度较高,有的是单件,有的是小批量,有的是中等批量生产。
由于是销售订单下达后才开始设计,设计的时间都比较紧,而设计的资源有限,设计一定存在非常的瑕疵和缺陷,致使设计的变更会非常多,BOM、图纸的变化会比较大。
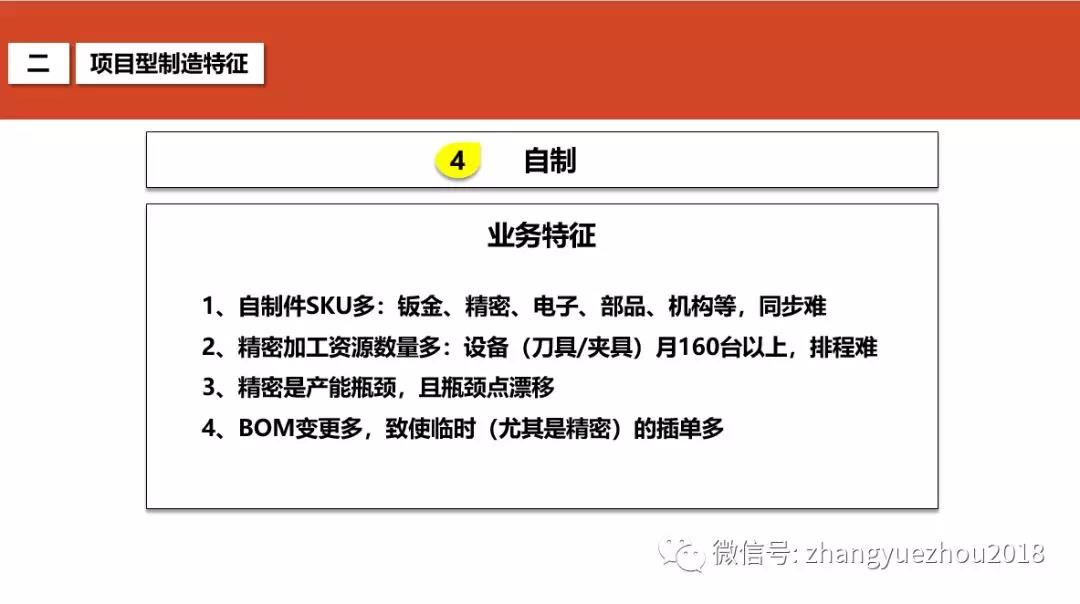
4、自制件、采购件的供应商困难、变动性大
单件、小批量的自制和采购,为生产过程、采购过程带来了极大的困难:
第一,自制件的换型时间增加,产出率大幅度降低。一旦出现质量异常,需要重复投料,产能占用大。
第二,采购件
- - - - -
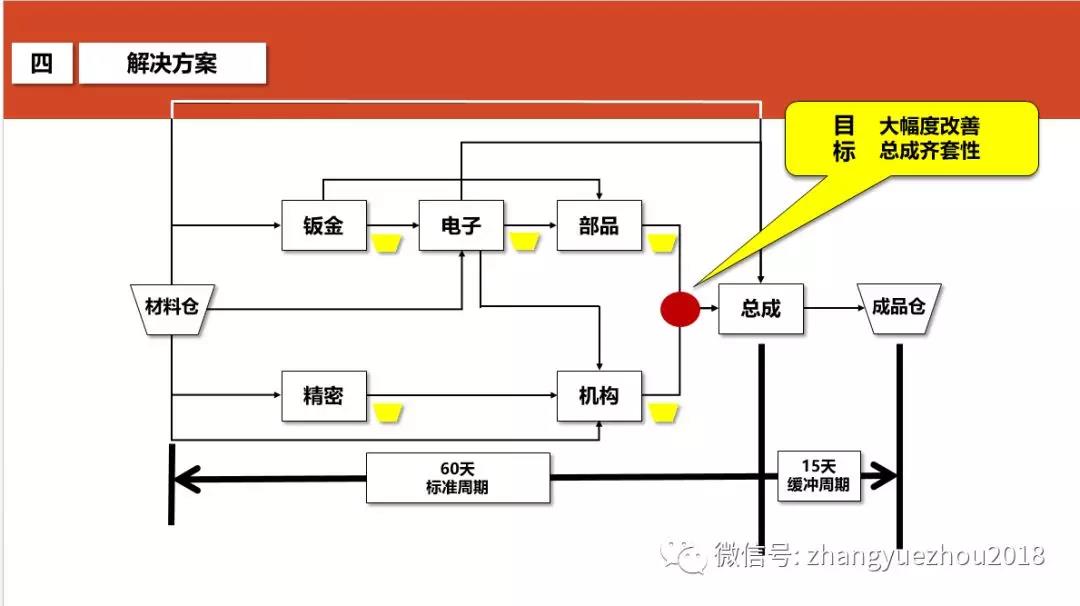
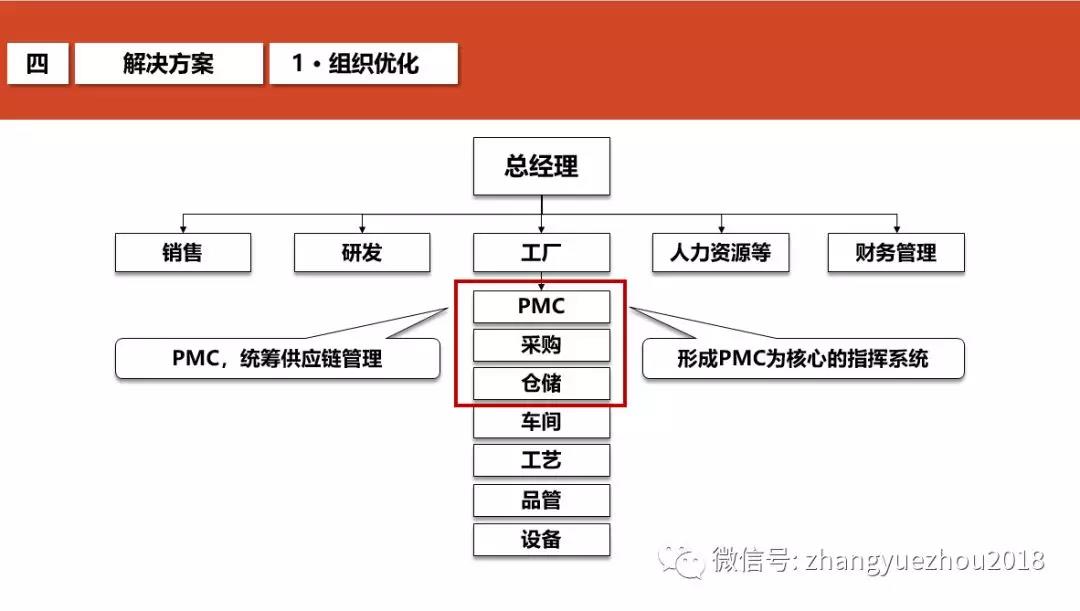
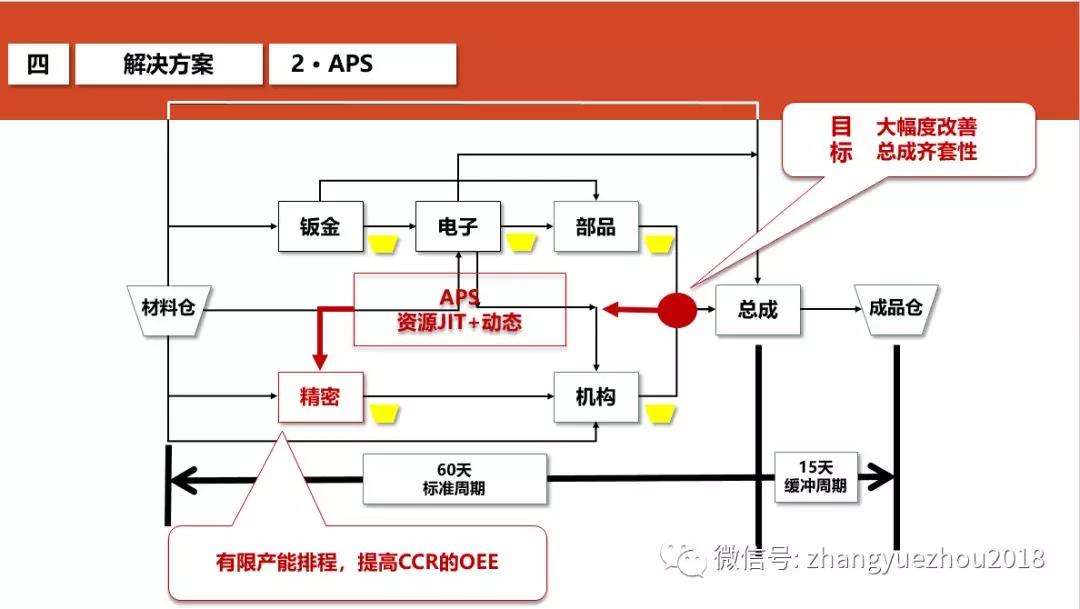
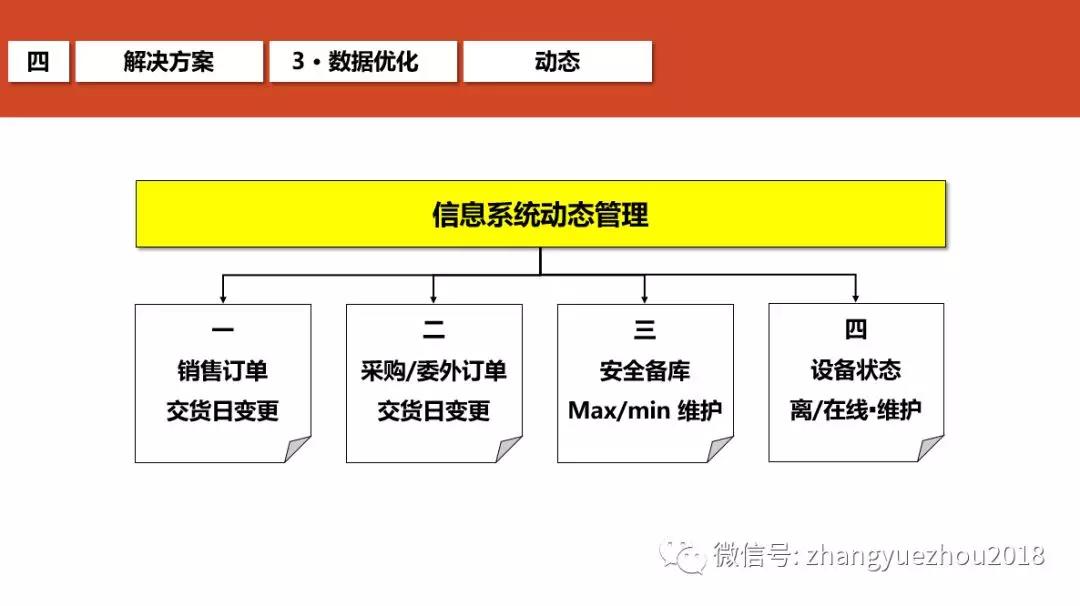
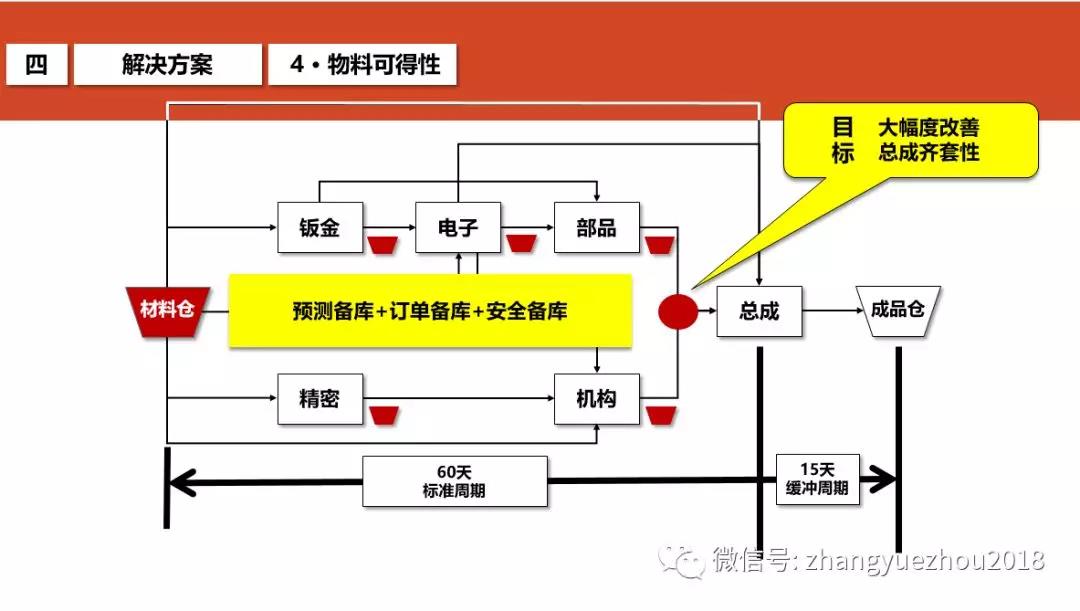
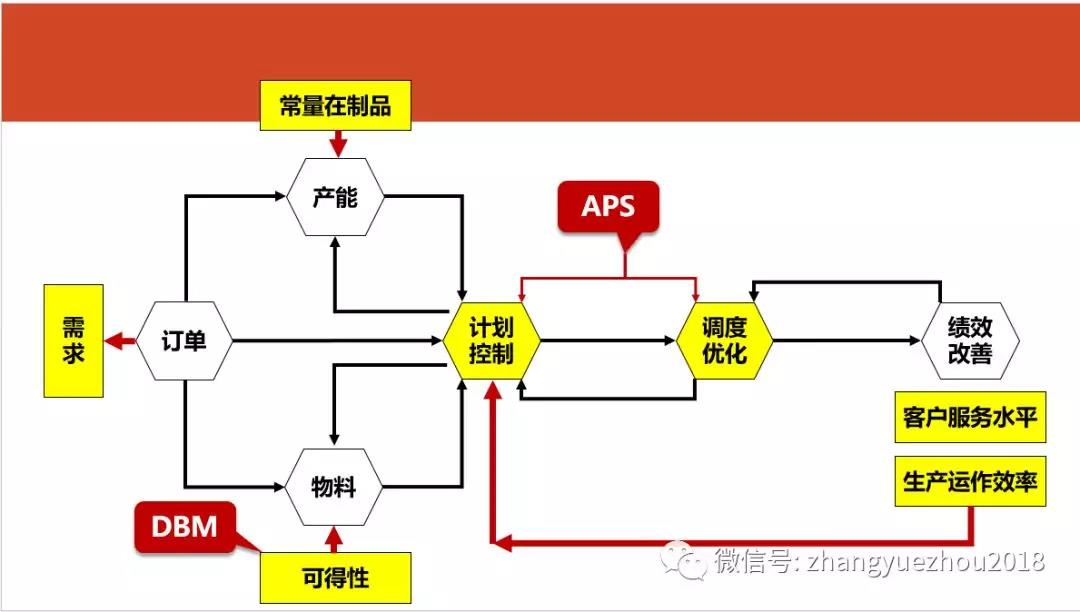
三、解决方案