哭泣的物料
上次带孩子一起去游乐园玩,我们到的时候稍稍晚了一点。当进入游乐园时,见到四处人头攒动欢声笑语,处处洋溢着欢乐,即便是排在长长队伍中的人群也不例外。

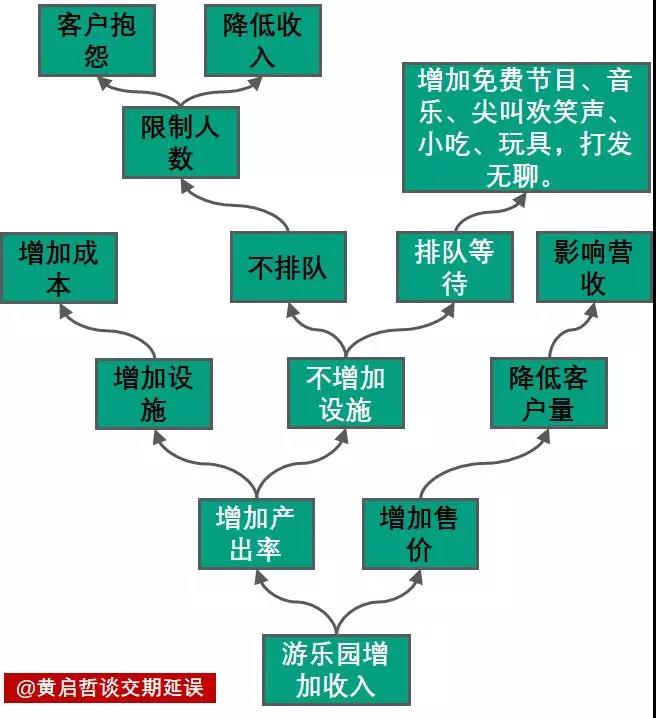
游乐园为增加经营产效益,会尽量多接受订单(游客),当顾客人数多到一定程度后,势必出现游乐设施不足,需要增加游乐设施的情况出现。
如果增加设施便会增加运营的成本,如何在不增加游乐设施投资下,保障游客长时间排队等侯的意愿,便是一个问题。
游乐园的做法是:
增加免费的公开的演出节目,并有秩序的在不同时段分别开放;投放公区域的广场音乐、进行街头流动表演:
在园区设施规划布置时,就要考虑任何地点内,都能让你感受到大型设施的刺激与欢乐;
并在各设施摆放小吃饮料玩具的售卖摊位,总之想尽一切办法来减轻游客在排队及等候时的不悦。

游乐园的盈利是来自游客的数量与游玩时间(满意度),他们在投入有限的游乐设施下,创造一种低成本、覆盖面广的项目,来换取游客的愉悦。
如此就可以最低限度的降低成本投入的情况下,维持更大游客满意度和更高的利润。
我与朋友聊起了这个话题,他问工厂运营管理是不是也应这样?我说优秀的工厂其正好与其相反。优秀的工厂一定要让他的“游客”尽可能的少排队,尽可能降低在“游乐园”的总时间。
可惜绝大多数工厂的经营者,都忽略了这个重要的问题。他们采取游乐园同样的作法,让更多的物料进入到工厂,并让他们长时间的排队等待。
假设工厂的物料是游客,进入工厂加工的过程,就是一次游览,如果我们长时间让他们排队,等待,却不为他们做些什么,面对如些的被冷落、让其排队等待,他们就变成“哭泣”的物料。
大量的半成品在哭泣
一间运作良好的工厂,其应该生产周期短、生产成本低、运营资金占用少。可惜物料没有生命,不会哭。
在现实中的工厂当中,存在大量这样的现象,不同的工序间、不同的车间,不同的区域,只要能存货的空间,就放置大量的排队物料、长期闲置的半成品。在工厂管理圈常说一句话:“仓库有多大,库存就能有多高”。
如果每个物料有生命、情感的话,他们一定在哭泣。因为他们长时间的在工厂排队等待,却不被人理会。让我们来看看这些“哭泣”的物料:

上图为:某建材企业大量的半成品库存

上图为:某材料制造企业大量的半成品库存

上图为:某材料制造企业半大量的半成品库存
上图为:某印刷品制造企业大量的半成品库存
上图为:某成套装备制造企业大量的原材料、半成品库存
工厂中长期停滞的物料,占用公司的资金、增加库存管理损耗风险、增加报废的机率以及管理成本。过多的半成品,同时还拉长了生产的交付周期,工厂停滞的半成品数量越多,说明工厂的交付周期越长。
如何缩短生产交期?工厂第一原理
提到生产交期缩短,就需要用到利特尔法则(英语:Little's law),这个法则是由约翰·利特尔,在1954年基于等候理论所提出的,我们可以称其为工厂第一原理。
其内容为:在一个稳定的系统(L)中,长期的平均顾客人数,等于长期的有效抵达率(λ)(注:Lambda),乘以顾客在这个系统中平均的等待时间(W);或者,我们可以用一个代数式来表达:
L=λW
在生产管理中,也可定义生产过程中物料的运动过程的规律,即:
流程在制品数量=产品生产速率 * 平均生产周期
平均生产周期=流程在制品数量 / 产品生产速率
平均生产周期=流程在制品数量 * 产品生产节拍
其含义是,物料在生产线通过总时间等于工作量(在制品)乘以生产节拍(多长时间生产1件),当生产节拍是一定时,在制品数量越多,等待的时间就越多,因此完成整个流程的时间也就越长了。
再举个生活中的例子:
当我们就医时,每次实际的诊疗时间其实就是固定的几分钟,那为何我们在医院却要花费数小时?
大家会脱口而出:“是因为排队等候的原因”。因为医院各科室前排队的人数众多时,我们在每个队伍前都需要排队,浪费了大量的时间在等待。
因整个就医的时间长短,取决于医院排队的人数(在制品数量),当人数多时,我们总时间成倍的增加,反之当人数少时,时间成倍的在降低。
同理在工厂中:生产周期的长短,取决于各工序间在制品数量的多少。数量越多,周期越长,数量越少,周期越短。要压缩生产交期,就需控制在制品数量。
平均生产周期=流程在制品数量 * 产品生产节拍
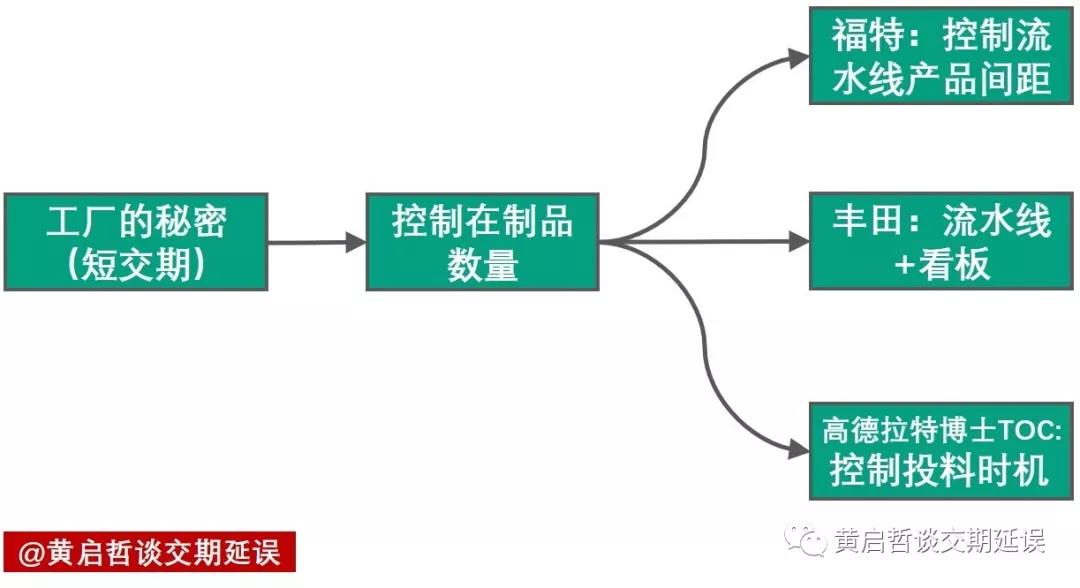
巨头们(福特、丰田、高德拉特)的秘密
控制在制品的数量,既可以降低生产的周期,也可以降低库存及工厂的运营资金。
反之,如果过高的半成品数量在工厂各工序间排队等候,将会拉长生产交期,增加更多库存及管理成本,这是工厂巨头早已掌握且帮助他们成功的秘诀。
巨头们不遗余力的运用、挖掘、巩固这一秘诀:
福特:通过将整车分解成多个部件来使用流水线的组装,再通过严格控制产品间距的方式,来限制流水线上在制品的数量,从而实现在最低在制品数量下,完成整部汽车的组装。
早在1926年,福特就将钢材变成一部汽车的生产过程,控制在81小时之内完成。
丰田:在福特流水线的基础上,通过其看板系统,控制各车间、工厂、供应链仓库间存货箱大小及数量,来实现控制在制品数量的目的。
通过其全面看板系统的运作,供应链上的各个公司,共同压缩库存数量,来实现交付周期的缩短。
TOC理论(高德拉特博士创建):是通过DBR(鼓、绳、缓冲)的方式,来控制投料的数量与时机,从而实现压缩半成品数量的目的。
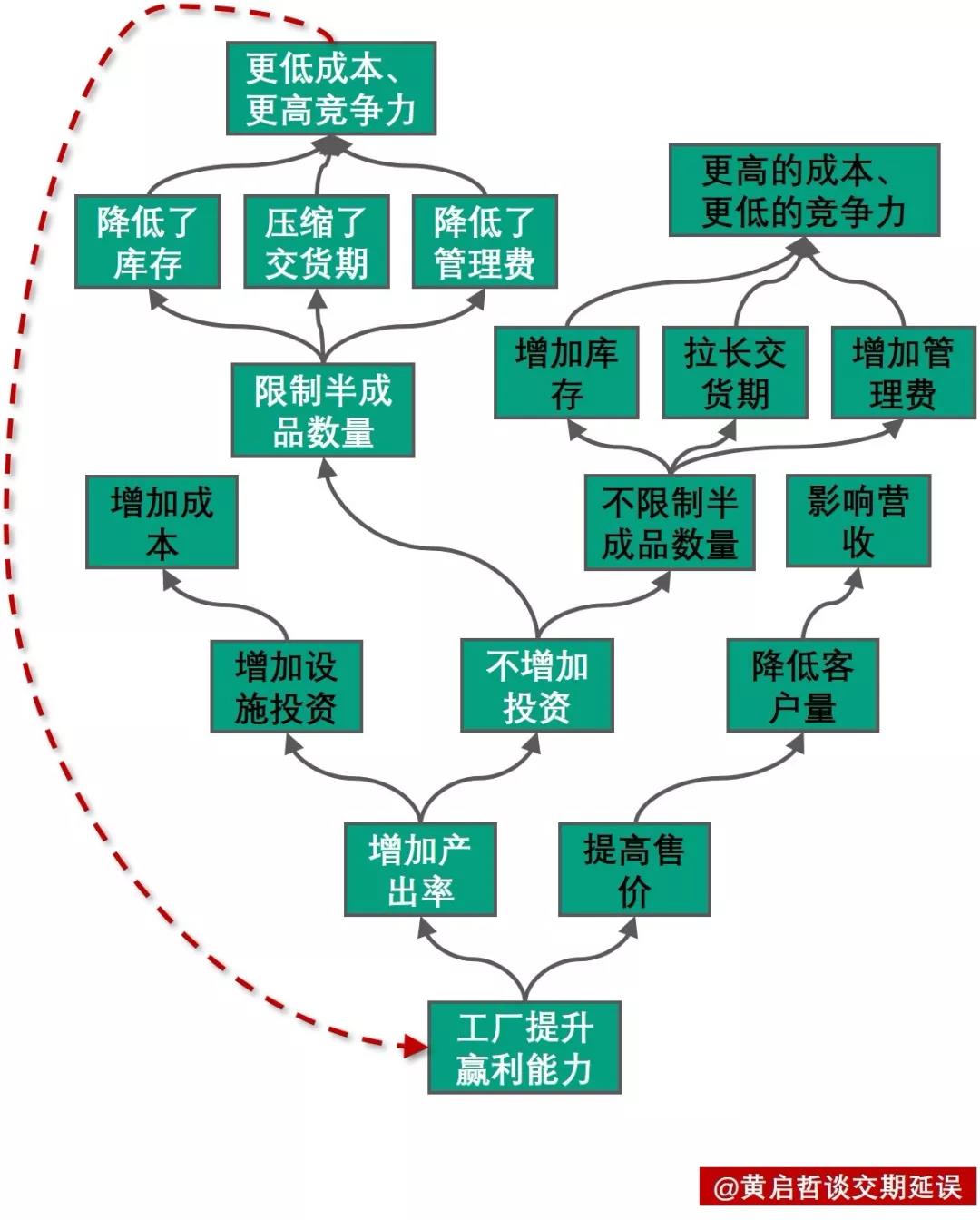
降低半成品数量,就可提升工厂赢利!
当我们希望增加工厂赢利能力时,我们选择增加产出效率,选择降低半成品数量,便可实现更低的库存、生产周期及管理成本,便可实现更低的成本与更高的竞争力。
据我发现,近80%工厂的生产交期有20~50%的下降空间。
如果你想提升工厂赢利能力、增加工厂竞争力,请试着走进你的车间,查看每个工序间的半成品数量,检查物料标识卡上显示的存放日期,你会发现大量的呆滞半成品。这些长期排队但“不会哭的游客”,才是你阻碍你工厂赢利的原凶。
提升运营赢利能力,缩短生产交期,请从压缩在制品数量开始!